Вы здесь
Новое оборудование ОАО «ТАГМЕТ» для производства бесшовных труб
Новое оборудование ОАО «ТАГМЕТ» для производства бесшовных труб

Таганрогский металлургический завод является одним из крупнейших российских производителей труб для нефтегазовой индустрии, который на сегодняшний день производит высококачественные бесшовные горячедеформи-рованные бурильные, обсадные, насосно-компрессорные и неф-тегазопроводные трубы, премиальные резьбовые соединения, а также бесшовные и сварные трубы общего назначения.
До недавнего времени трубная продукция на ТАГМЕТе изготавливалась на трубопрокатных станах 4"-10" методом пи-лигримовой прокатки сплошных заготовок из раскисленной и очищенной стали собственного производства в комплексе со специальным отделочным и высокоточным контрольно-измерительным оборудованием.
Данная технология позволяла производить трубы в соответствии с ГОСТ, ТУ, API, ASTM и EN. Однако наряду с имеющимися преимуществами, существовавший на ОАО «ТАГМЕТ» технологический процесс пилигри-мовой прокатки имел ряд недостатков, таких как:
- схема получения гильз и ее дальнейшее пильгерование могли приводить к получению труб с большой продольной и поперечной разностенностью, которая не ликвидировалась на последующем переделе;
- сравнительно низкое качество наружной и внутренней поверхности;
- процесс обладал трудностями в автоматизации и повышенной длительностью цикла прокатки.
Указанные недостатки не позволяли увеличить объем производства, сократить расход металла и, самое главное, повысить качество выпускаемых труб.
Установка нового оборудования позволила удовлетворить требования к качеству продукции основополагающих мировых стандартов на трубы, увеличить объем производства, снизить материальные затраты и численность персонала на единицу выпускаемой продукции.
С пуском непрерывного стана PQF (Premium Quality Finishing) в трубопрокатном цехе №2 ТАГМЕТ сделал два шага вперед по освоению новых технологий.
Впервые в России на ТАГМЕТе было начато использование новой технологии PQF для производства бесшовных труб нефтегазового сортамента. Запуск высокопроизводительного агрегата - непрерывного трубопрокатного стана нового поколения - на Таганрогском металлургическом заводе вывел бесшовное производство труб на новый уровень качества.
Разработка сложных в геологическом отношении месторождений требует применения современных видов бурильных, обсадных, насосно-компрессорных и нефтегазопроводных труб, обеспечивающих надежную работу в условиях низких температур, химически агрессивных средах, а также при разработке и эксплуатации горизонтальных и наклонно-направленных скважин. Для решения этих проблем установлено уникальное для мировой трубной промышленности оборудование. Большинство работающих в настоящий момент в России и мире современных линий по производству бесшовных труб созданы на основе непрерывных станов с двухвалковыми клетями, использующих технологию МРМ (Multistand Pipe Mill). Концепция PQF была разработана немецкой компанией SMS Meer в 1999 году как дальнейшее развитие МРМ-технологии и является существенным шагом вперед в улучшении качества производимой продукции и расширении диапазона размеров труб. При производстве труб на стане PQF применяется трехвалковая технология прокатки, которая по сравнению с традиционной двухвалковой имеет целый ряд технологических, производственных и экономических преимуществ. Непрерывный стан PQF отличается высокими показателями производительности, уровня автоматизации, а также качества готовых труб. Мощность установленного на ТАГМЕТе стана - 600 тыс. тонн труб в год. На нем производятся высококачественные бесшовные трубы диаметром от 73 до 273 мм и с толщиной стенки от 4,6 до 25 мм по международным стандартам.

Важная особенность технологии современного агрегата - геометрические размеры труб, получаемые на этом стане, имеют в два раза более жесткие допуски, чем предусмотрено стандартом API. Новое оборудование гарантирует не только высокое качество труб, но и высокую эффективность производства. Реализация проекта новейшего трубопрокатного комплекса улучшила сортаментный ряд за счет выпуска продукции с высокой добавленной стоимостью, увеличила объемы производства, снизила издержки и укрепила позиции на мировом рынке труб для нефтегазовой отрасли.
Первая поставка трубной продукции, изготовленной по новой технологии, состоялась в сентябре 2008 года - в адрес компании «Сургутнефтегаз». Нефтяникам был отправлен первый вагон нефтегазопроводных коррозионностойких труб диаметром 168 мм толщиной стенки 12 мм из стали 20КТ.
Технологические возможности комплекса оборудования стана PQF
Наружный диаметр заготовок - 210 мм и 300 мм.
Длина заготовок - 3500 - 9000 мм.
Максимальная масса - 4800 кг.
Заготовки укладывают на загрузочные решетки 2-х пил для порезки заготовок на мерные длины фирмы Linsinger. Длина заготовок после порезки - 1200 - 3800 мм.
Максимальная масса - 2050 кг.
Порезанные заготовки транспортируются по рольгангам к загрузочным шлепперам кольцевых печей. При транспортировке слитки проходят операции взвешивания, измерения длины и считывания маркировки, полученные данные передаются в систему обеспечения качества QAS.
Продолжительность нагрева - 2,8-4,2 ч.
Максимальное количество заготовок в печи - 170 шт.
Температура наружной поверхности заготовок на выходе печи - 1210-1260 °С.
Равномерность нагрева заготовок по сечению и длине ± 15 °С.
Выгрузка нагретых заготовок осуществляется поочередно с каждой кольцевой печи. Заготовки по криволинейному рольгангу поступают к прошивному стану KSW 1150 VD (рис. 1).
Конический поперечно-винтовой стан KSW 1150 VD имеет следующую конструкцию:
- оба рабочих валка с подшипниками расположены друг над другом;
- угол подачи валков плавно регулируется посредством двигателя;
- каждый валок имеет отдельный привод от двигателя посредством универсального вала и редуктора;
- боковые направляющие опоры валков обеспечены посредством двух горизонтальных направляющих дисков Дишера, регулируемых горизонтально для настройки очага деформации;
- главный привод выполнен как индивидуальный привод валков на выходной стороне стана.
После извлечения стержня с оправкой из гильзы гильза подается на станцию раскисления для удаления имеющейся окалины и предотвращения образования новой.
Гильза перемещается при помощи манипулятора на входную сторону стана PQF (рис. 2).
Непрерывный стан PQF состоит из пяти расположенных друг за другом трехвалковых прокатных клетей, предназначенных для раскатки гильзы в трубную заготовку, клети установлены со смещением на 600 относительно друг друга. Перед входом в стан PQF гильза проходит через гидросбив окалины, где ее наружная поверхность очищается от окалины. После раскатки на непрерывном стане PQF трубная заготовка по рольгангу направляется к стану-извлекателю AZW 550I8. Стан-извлекатель предназначен для снятия задней части трубной заготовки (трубы) с оправки непрерывного стана и калибрования ее по наружному диаметру.
Для труб диаметром более 219 мм стан служит калибровочным станом. Трубы диаметром более 219 мм после стана-извлекате-ля транспортируются мимо подогревательной печи и редукци-онно-растяжного стана на реечный холодильник. На выходной стороне стана-извлекателя установлены устройства для измерения следующих параметров трубной заготовки:
- прибор для измерения толщины стенки трубной заготовки;
- пирометр с анализирующей электроникой для бесконтактного измерения температуры поверхности трубной заготовки;
- прибор для измерения длины и скорости трубной заготовки;
- прибор с анализирующей электроникой для бесконтактного измерения наружного диаметра трубной заготовки.
Данные измерения передаются на систему базисной автоматизации и контроля качества (QАS).
Нагрев трубных заготовок перед редуцированием осуществляется в печи с шагающими балками.
На выходе из ПШБ с гильзы удаляется окалина при помощи гидросбива окалины и трубы поступают в редукционно-растяжной стан SRW 420I8 / 275I14.
Трубная заготовка поступает в РРС для получения окончательного наружного диаметра и толщины стенки.
На выходной стороне редукционно-растяжного стана установлены устройства для измерения следующих параметров труб:
- прибор для измерения толщины стенки трубной заготовки;
- пирометр с анализирующей электроникой для бесконтактного измерения температуры поверхности трубной заготовки;
- прибор для измерения длины и скорости трубной заготовки;
- прибор с анализирующей электроникой для бесконтактного измерения наружного диаметра трубной заготовки.
- данные измерения передаются на систему базисной автоматизации и контроля качества (QАS);
- после этого трубные нити поступают на реечный холодильник с шагающими балками;
- общая транспортная длина холодильника, 75м.
После охлаждения трубы, уложенные слоями, подаются транспортными рольгангами на пилы послойной резки (рис. 3). Пила послойной резки выполнена в виде вертикальной дисковой пилы.
После порезки на мерные длины трубы в слоях транспортируются к входной части правильных машин. На участке поперечного транспортера измеряется масса каждого слоя. Каждый взвешенный слой получает цветовую маркировку для идентификации заказа.
Данные измерения передаются на систему базисной автоматизации и контроля качества (QАS).
В потоке установлены три правильные машины. Правильная машина предназначена для правки труб путем знакопеременного упруго-пластического изгиба в комбинации с овализацией сечения. Трубы после проведения правки поступают по рольгангам для проведения неразрушающего контроля. Годные трубы поступают на демпферный склад, трубы, имеющие дефекты, передаются на участок ремонта труб.
Для непрерывного подтверждения качества производства совершенно необходима соответствующая измерительная техника, с помощью которой становится возможной непосредственная корректировка процесса в случае отклонений.
Трубопрокатный комплекс с непрерывным станом PQF оснащен системой «QAS - Quality Assurance Systems», которая производит бесконтактный и надежный замер технологических параметров процесса, а также геометрических параметров заготовок и полученных труб после каждой рабочей операции.
Конструкция системы визуализации и анализа измеренных данных базируется на новой разработке - системе контроля качества (QAS) с самой современной мощной вычислительной техникой с применением системного программного обеспечения. В систему входят 11 измерительных станций, которые контролируют весь технологический процесс. Для измерения толщины стенки трубы установлен новый лазерный прибор «Lasus», работающий на основе ультразвука.
Трубопрокатный комплекс c непрерывным станом PQF также оснащен технологической системой «Carta Technologie System», которая была первоначально установлена на редукционно-растяжном стане и полностью доказала свою эффективность.
После пуска комплекса систему с успехом удалось скомпоновать в единый узел автоматизации процессов, которую применили также на прошивном стане и непрерывном стане PQF.
На ОАО «ТАГМЕТ» в комплексе PQF введены три модуля системы «Carta Technologie System»:
- Carta - KSW (прошивной стан);
- Carta - PQF (непрерывный стан);
- Carta - SRW (редукционно-растяжной стан).
В состав системы автоматизации входят современные контроллеры фирмы Siemens.
Данные контроллеры являются одними из самых последних разработок и позволяют обеспечить необходимое быстродействие и автоматизацию системы.
Данная система позволит непрерывно контролировать технологический процесс по всем основным параметрам, что будет способствовать получению готовой продукции с мировым качеством.
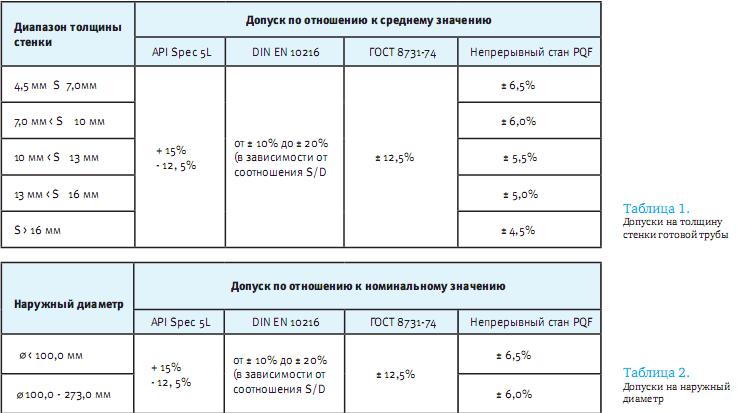
Допуски по геометрическим параметрам непрерывного стана PQF в сравнении с допусками по стандартам на изготовление бесшовных труб представлены в табл.1-2.
Трубная продукция с такими допусками найдет свой отклик не только у нефтяников, но и у машиностроителей, и откроет новые перспективы для потребителей бесшовных труб.
Полученные результаты показали достаточную эффективность проекта.
Установка в ТПЦ-2 непрерывного стана позволила:
- выпускать трубы мирового уровня по качеству и геометрическим параметрам (бурильные, обсадные, нефтегазопроводные, насосно-компрессорные, в перспективе выпускать трубы для паровых котлов и трубопроводов, а также трубы для машиностроительного сектора);
- выпускать обсадные трубы с резьбовыми соединениями класса «Премиум»;
- снизить расходный коэффициент металла с 1,3 до 1,06;
- свести производственные простои к минимуму при переходе производства с одного сортамента труб на другой;
- сократить затраты на ремонт и обслуживание физически изношенного и морально устаревшего оборудования
 105062, Россия,
105062, Россия,
г. Москва, ул. Покровка, д.40, стр. 2а,
Тел.: +7 (495) 775-7600
Факс: +7 (495) 775-7601
tmk@tmk-group.com
www.tmk-group.ru

Наши партнёры